鑄鐵平臺-鑄鐵平臺造型工藝-鳳遠機械

18232796661
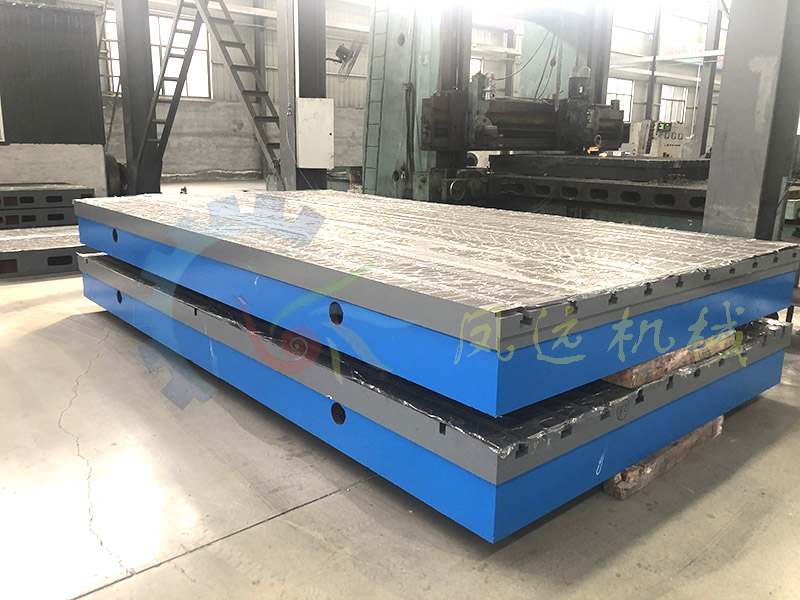
鑄鐵平臺造型工藝
優(yōu) 質(zhì)鑄鐵平板造型工藝大多采用樹脂砂造型:
1.樹脂自硬砂(簡稱:樹脂砂)樹脂砂混砂加料順序,混制各種樹脂砂都應遵循一個基本原則:先是硬化劑和砂混勻,讓硬化劑充分分散,然后再加入樹脂油。如果先加入樹脂油,加入硬化劑時,在沒有分散前,局部濃度過高,會使附近的樹脂發(fā)生強烈的化學反應而失效,導致樹脂砂的強度降低20%-40%,甚至更多。
2.砂溫的控制,樹脂砂硬化反應的速率與砂溫有密切關系,如果其它因素相同,砂溫升高10℃,則反應速度將提高一倍,砂溫降低則反之。因此,不管怎樣強調(diào)控制砂溫的重要性,都不過分。適合的砂溫是25-30℃,在此條件下硬化劑的用量可減到 少,樹脂砂的流動性很好,易制得緊實而強度高的鑄型或芯子,在生產(chǎn)條件下,砂溫保持20-35℃之間也可以,但要通過調(diào)整硬化劑的用量,使脫模時間大致穩(wěn)定,砂溫超 過40℃,則硬化太快,導致鑄型或芯子表面脆化,對鑄件品質(zhì)影響很大。砂溫太低,則硬化緩慢脫模時間長,且不易硬透。有的條件下可改用高酸度的硬化劑但控制砂溫仍是首要選擇。
3.樹脂砂造型工藝在產(chǎn)品澆鑄完成后清砂工序中操作簡單,型砂易脫落不存在夾砂情況,鑄件外觀平整、光滑、鑄造細節(jié)工整。特別是鑄造圓角、吊裝孔等形狀都能好好的保持外觀形狀沒有缺陷。
產(chǎn)品推薦
品中心 量具產(chǎn)品總匯")
貨出售")



產(chǎn)品目錄
聯(lián)系方式
泊頭市鳳遠機械鑄業(yè)有限公司
地址: 河北省泊頭市交河西工業(yè)集中區(qū)
手機: 18232796661微信同號
Q Q: 594457355

地址: 河北省泊頭市交河西工業(yè)集中區(qū)
電話: 0317-8176908
0317-8036020
傳真: 0317-8176910手機: 18232796661微信同號
Q Q: 594457355
企業(yè)郵箱:fyjxlj@163.com
18232796661@163.com
友情鏈接
公司名稱:泊頭市鳳遠機械鑄業(yè)有限公司 公司地址:河北省泊頭市交河西工業(yè)集中區(qū) 電話:0317-8176908 傳真:0317-8176910 手機:18232796661 網(wǎng)址:http://m.517ch.com
泊頭市鳳遠機械鑄業(yè)有限公司 2011(C)版權所有 并對網(wǎng)站所有內(nèi)容保留解釋權 冀ICP備15006117號-2

冀公網(wǎng)安備 13098102000329號
PowerBy:速貝·網(wǎng)搜寶 網(wǎng)站建設:中科四方 技術支持:速貝微博

